
Shainin’s Versuchsplan, eine Methode zum Verifizierung / Optimierung von fehlerhaften Baugruppen und Teile in Produkten

Die Methode entstand in Kooperation mit dem Projektmagazin. Letztes UpDate 29.08.2021

Feher identifizieren, Fehler einkreisen, Fehlerhafte Baugruppen finden, Kaizen, KCP, CIP, Optimierung, Reklamation, Analyse, Versuchsplan, Struktur, Fehleranalyse, Fehlerbaum, Component Swap, Component Search
Neben den heute bekannten Ansätzen für die Versuchsplanung entwickelte Dorian Shainin bereits in den 1940 Jahren über 20 Methoden für den Bereich der Qualitätsplanung und kontinuierlichen Verbesserung.
Viele seiner Methoden werden heute noch gelehrt und angewendet. Ein gewichtiger Beweggrund dafür ist wohl die einfache und effiziente Umsetzbarkeit in vielen Bereichen der Optimierung.
Grund genug für mich, neben meine Posts zu DoE auch über den Tellerrand zu schauen und diese wertvollen „KVP-Ansätze“ zu beleuchten.
Einsatzmöglichkeiten
- Voneinander unabhängige Untersuchung der wichtigsten Variablen für ein Fehlverhalten oder schlechte Performance in Produkten oder Prozessen
- Ableiten und Einschätzen von Optimierungsmaßnahmen
- Ausloten der Prozess- und Produktgrenzen in Abhängigkeit von variablen Einstellungen
- Untersuchung von Reklamationsgründen in Produkten oder Prozessen
Shainins „vollständiger Versuch“ oder „Versuchsplan“ bietet sich an, wenn die für abweichende Performance oder Produktqualität verantwortlichen Prozessvariablen identifiziert und priorisiert sind. Diesem Zweck dienen die vorgeschalteten Shainin-Methoden wie der Komponententausch und der Variablenvergleich. Nur eine reduzierte Anzahl von wesentlichen Faktoren kann anschließend im Versuchsplan systematisch und unabhängig voneinander auf Ihre Wirkung hin untersucht werden. Shainin wählte diese stringente Vorgehensweise, um sukzessive auf die wichtigen Variablen und Größen für Fehlverhalten in Prozessen oder Produkten zu fokussieren.
Je nach Umfang, Größe und Komplexität des zu untersuchenden Produkts kann die Methode von einzelnen Personen oder im Team angewandt werden.
Durchführung: Schritt für Schritt
- Schritt 1: Definieren Sie Ihre Zielvorstellung!
- Schritt 2: Stellen Sie die Unterscheidbarkeit sicher!
- Schritt 3: Wählen Sie die endgültigen Variablen für die Versuchsplanung aus!
- Schritt 4: Entwerfen Sie den Versuchsplan und führen Sie ihn aus!
- Schritt 5: Berechnen Sie die Variablen-Effekte!
- Schritt 6: Berechnen Sie die Stärke der Wechselwirkung!
- Schritt 7: Interpretieren Sie die Ergebnisse und bereiten Sie diese auf!
- Schritt 8: Analysieren Sie die betrachteten Komponenten weiter!
- Schritt 9: Leiten Sie ein Ursache-Wirkungsmodell ab!
- Ergänzende / ähnliche Methoden
Der Versuchsplanung nach Shainin gehen in der Regel einige methodische Ansätze voraus, um die Vielzahl von möglichen Variablen und Stellgrößen einzuengen. Wertvolle Werkzeuge sind hierbei der Komponententausch und der Variablenvergleich nach Shainin. Nicht selten werden die Shainin-Techniken um weitere methodische Ansätze der Problem-Formulierung ergänzt wie z.B. SIPOC, Ishikawa-Diagramm, Mind Mapping oder 5W-Fragetechnik.
Diese oder ähnliche Werkzeuge dienen in der Problemanalyse dazu, sich vom Groben ausgehend auf das Detail zu fokussieren. In vielfältigen Szenarien werden hierzu komplexere Produkte oder Prozesse systematisch in Teilkomponenten oder Prozessschritte unterteilt. Diese Vorarbeit ermöglicht es meist erst, den Versuchsplan systematisch und effektiv abzuarbeiten.
Diese Fokussierung ist notwendig, da die Anzahl der Versuche exponentiell mit der Anzahl von Variablen für die Untersuchung anwächst. Shainins stufenweise Vorgehensweise bietet hier einen guten Ansatz, um die Anzahl der im Detail zu untersuchenden Variablen oder Faktoren einzuschränken. Bild 1 zeigt schematisch den Kontext, in dem die Versuchsplanung nach Shainin steht.
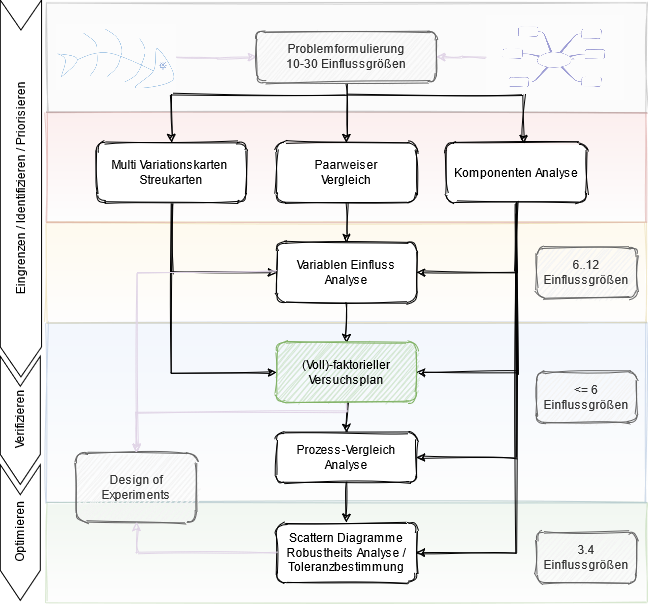
Die Versuchsplanung hat anschließend das Ziel, mit möglichst geringem Aufwand die verantwortlichen Variablen, deren Wirkweise und ihren Einfluss unabhängig voneinander zu bestimmen. Dies ist erforderlich, um das Optimierungspotenzial sowie die Grenzen des Möglichen zu bestimmen. Natürlich kann die Untersuchung auch aufdecken, dass es Widersprüchlichkeiten zwischen Einstellbarkeit und den anvisierten Zielvorstellungen geben kann. Auch dies ist ein wertvolles Ergebnis, das die Grundlage für eine faktenbasierte Diskussion liefert.
Wie bei anderen Techniken von Shainin ist es erforderlich zu wissen, wann, wie und wie oft ein mögliches Fehlverhalten in Ihrem Produkt oder Prozess aufgetreten ist. Auch Umgebungsbedingungen können die Performance des Produkts oder Prozesses beeinflussen. Um Fehlinterpretation zu vermeiden, ist es daher wichtig, die Rahmenbedingungen innerhalb der folgenden Versuche so konstant wie möglich zu halten.
Um auf die zu untersuchenden Variablen des Produkts rückzuschließen, kann es von entscheidender Bedeutung sein, genau die Rahmenbedingungen nachzustellen, unter denen das Produkt ein Fehlverhalten zeigte. Wenn die Umgebungsbedingungen (wie z.B. Temperatur und relative Luftfeuchte) bei der Verwendung des Produkts oder der Prozessdurchführung nicht kontrolliert werden können, spricht man von Störgrößen.
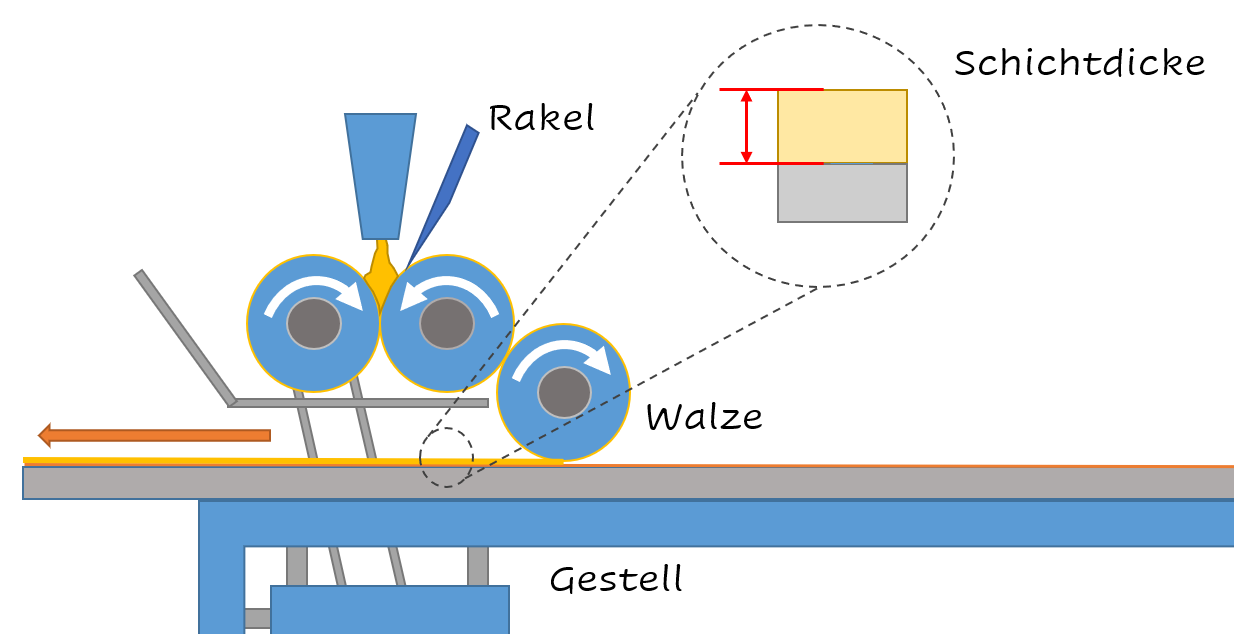
Beispiel: Unterschiedliche Schichtdicken bei zwei baugleichen Auftragsmaschinen
Auftragsmaschinen dienen dazu, eine Fläche gleichmäßig und mit definierter Materialdicke zu beschichten, z.B. mit einem Klebstoff oder einer Schutzschicht (Bild 2 zeigt den schematischen Aufbau). Als Beispiel betrachten wir einen solchen Beschichtungsprozess, bei dem die Schichtdicke der von zwei baugleichen Maschinen aufgetragenen Beschichtung erheblich schwankt. Es gilt nun herauszufinden, welche Teile der Maschinen in welchem Maße für die Schichtdicken-Schwankung verantwortlich sind, um diese anschließend zielgerichtet und detaillierter zu untersuchen. Im Vorfeld wurden durch einen Komponententausch mit anschließendem Variablenvergleich die verantwortlichen Baugruppen/Teile identifiziert und jeweils einer „guten“ und einer „schlechten“ Gruppe zugeordnet, bezogen auf deren Schichtdicken-Ergebnis (siehe auch Schritt 3). Wesentlich für die Anwendbarkeit der Shainin-Methodik ist, dass die einzelnen Komponenten oder deren Einstellungen zwischen den beiden Maschinen eingestellt bzw. ausgetauscht werden können, ohne die Reproduzierbarkeit der Versuchsergebnisse zu gefährden.
Anmerkung: Einige der gängigen statistischen Softwarepakete haben Einschränkungen bei der Untersuchung von qualitativen Merkmalen (z.B. „gut“<>“schlecht“). Shainins Technik bietet hier einen wertvollen pragmatischen Ansatz, solche Merkmale gezielt zu untersuchen. Aus diesem Grunde wurden hier bewusst nur qualitative Merkmale gewählt. Der Versuchsplan ermöglicht selbstverständlich auch die Untersuchung quantitativer Merkmale.
Schritt 1: Definieren Sie Ihre Zielvorstellung!
Bevor Sie mit der Untersuchung beginnen, definieren Sie messbare Zielfunktionen und wie diese bestimmt werden (einheitliche Messvorschriften). Im Idealfall unterscheiden sich die Ergebnisse von „schlechter“ und „guter“ Performance signifikant (siehe Schritt 2).
